Головки резьбонакатные
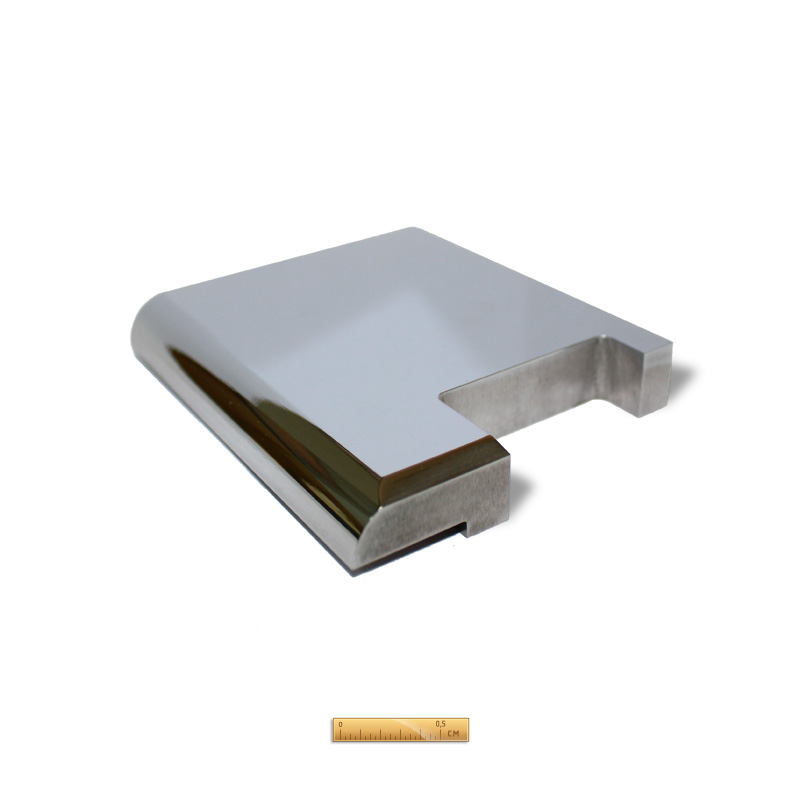
Резьбонакатные головки используют для накатки наружных резьб на специальном или универсальном оборудовании и даже вручную. Они представляют собой сборный инструмент, использующий в качестве рабочих элементов ролики небольших диаметров, подобно резьбонарезным головкам. Имеется большое число вариантов конструктивного исполнения резьбонакатных головок. На рисунке приведены два варианта таких головок: с аксиальной (осевой) подачей заготовок и тангенциальной подачей головки.

Рис. Резьбонакатные головки:
а - аксиальная; б - тангенциальная
При накатке резьбы на длине (2...3)Р в начале захода используют принудительную подачу, равную шагу резьбы. Затем подачу отключают, и процесс идет с самоподачей. Принудительная подача обычно приводит к снижению стойкости роликов.
Резьбонакатные головки используют для накатки метрических, трубных и трапециевидных резьб диаметром d = 12...90 мм с шагом до Р = 10 мм. Число роликов у крупных головок может доходить до 10.
На рисунке показана схема накатки резьбы с тангенциальной подачей головки, закрепленной на суппорте станка. Наибольшее применение нашли головки с двумя роликами. Они бывают как с синхронным (через зубчатую передачу), так и с несинхронным вращением роликов. Витки роликов винтовые, с направлением резьбы, обратным направлению резьбы заготовки, и с числом заходов, обеспечивающим равенство углов подъема резьбы на роликах и заготовке. Число заходов зависит от шага резьбы и находится в пределах i = 2...6. Оси роликов параллельны оси заготовки. Ширина роликов больше длины накатываемой резьбы на величину не менее одного шага. Профиль витков одного ролика смещен на Р/2 относительно профиля другого ролика.
В начальный момент ролики касаются наружной поверхности заготовки. Затем головке задается тангенциальная подача. Конец процесса накатывания резьбы наступает тогда, когда оси роликов окажутся в одной вертикальной плоскости с осью заготовки.
Резьбонакатные головки используются для накатки резьб диаметром d = 3…52 мм.